ਗਲੋਬਲ ਫਾਸਟਿੰਗ ਕਸਟਮਾਈਜ਼ੇਸ਼ਨ ਹੱਲ਼ ਸਪਲਾਇਰ








ਉਤਪਾਦ


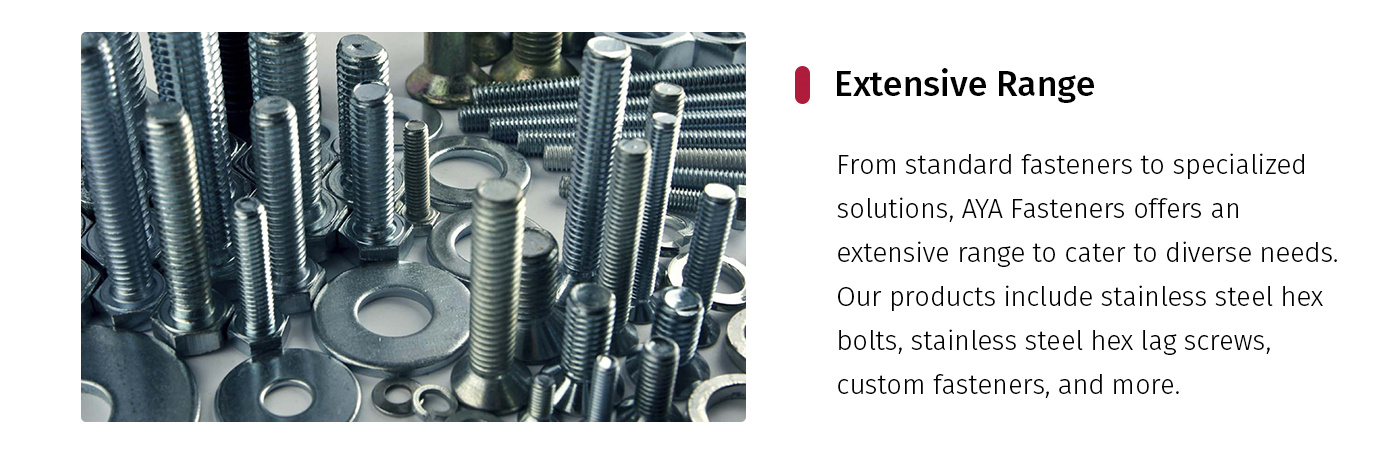
ਸਟੀਲ ਕਲੇਅਰ ਬੋਰਡ ਪੇਚ
ਉਤਪਾਦ ਵੇਰਵਾ
| ਉਤਪਾਦ ਦਾ ਨਾਮ | ਸਟੀਲ ਕਲੇਅਰ ਬੋਰਡ ਪੇਚ |
| ਸਮੱਗਰੀ | 304 ਸਟੀਲ ਤੋਂ ਬਣਾਇਆ ਗਿਆ, ਇਨ੍ਹਾਂ ਪੇਚਾਂ ਦਾ ਚੰਗਾ ਰਸਾਇਣਕ ਵਿਰੋਧ ਹੁੰਦਾ ਹੈ ਅਤੇ ਨਰਮਾਈ ਚੁੰਬਕੀ ਹੋ ਸਕਦੀ ਹੈ. ਉਹ ਏ 2 ਸਟੀਲ ਦੇ ਤੌਰ ਤੇ ਵੀ ਜਾਣੇ ਜਾਂਦੇ ਹਨ. |
| ਸਿਰ ਦੀ ਕਿਸਮ | ਵਿਰੋਧੀ ਸਿਰ |
| ਡਰਾਈਵ ਕਿਸਮ | ਕਰਾਸ ਰੈਸਸ |
| ਲੰਬਾਈ | ਸਿਰ ਤੋਂ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ |
| ਐਪਲੀਕੇਸ਼ਨ | ਚਿਪਬੋਰਡ ਪੇਚਾਂ ਹਲਕੇ ਨਿਰਮਾਣ ਕਾਰਜਾਂ ਲਈ ਅਨੁਕੂਲ ਹਨ, ਜਿਵੇਂ ਕਿ ਪੈਨਲ, ਕੰਧ ਕਲੇਡਿੰਗਜ, ਅਤੇ ਹੋਰ ਫਿਕਸਟਰਡ ਦੀ ਸਥਾਪਨਾ ਕਰਨ ਦੀ ਯੋਗਤਾ ਦੇ ਕਾਰਨ, ਅਤੇ ਉਨ੍ਹਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਯੋਗਤਾ ਦੇ ਕਾਰਨ, ਉਹ ਬਾਈਬੋਰਡ ਅਤੇ ਐਮਡੀਐਫ ਦੀ ਅਸੈਂਬਲੀ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਹਨ (ਦਰਮਿਆਨੇ-ਘਣਤਾ ਫਾਈਬਰ ਬੋਰਡ) ਫਰਨੀਚਰ. |
| ਸਟੈਂਡਰਡ | ਘੇਰੇ ਲਈ ਮਿਆਰਾਂ ਦੇ ਨਾਲ ਏਐਸਐਮਈ ਜਾਂ ਡੀਆਈਐਨ 7505 (ਏ) ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ. |
ਉਤਪਾਦ ਵੇਰਵਾ

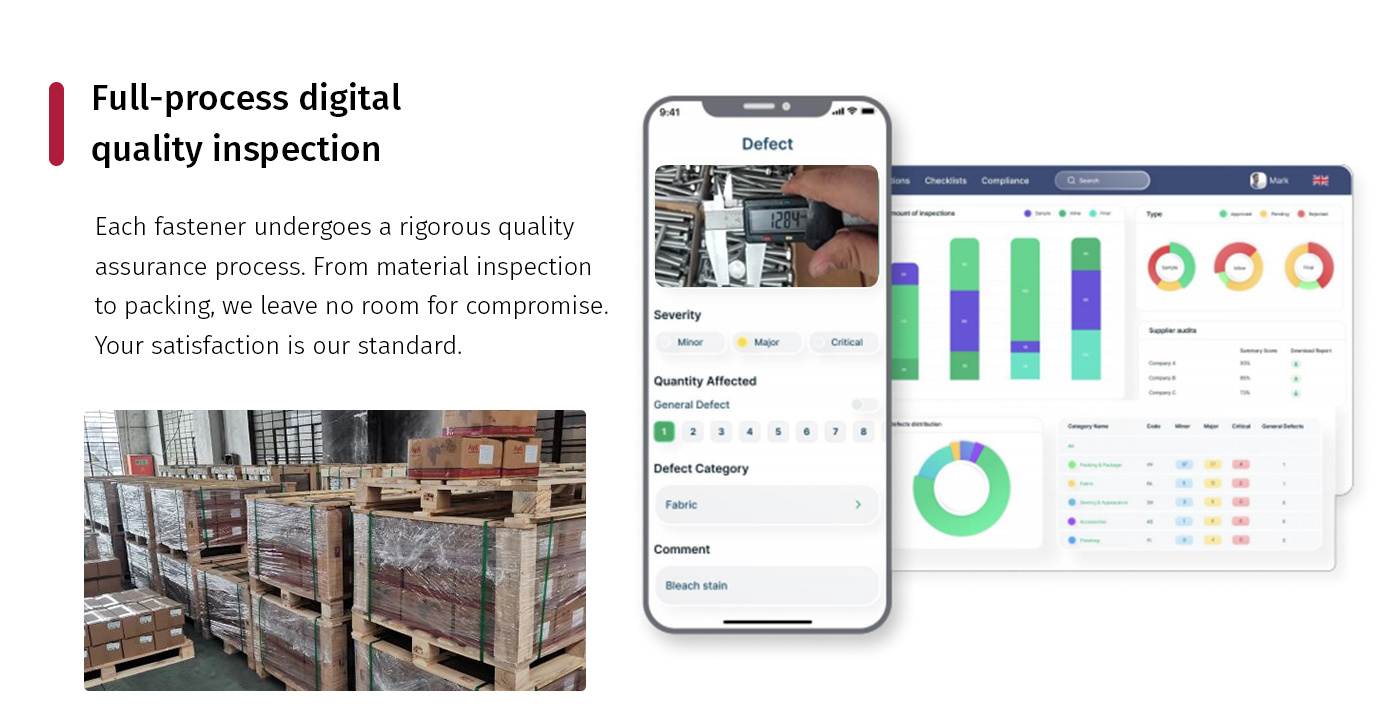
ਸਾਡੇ ਕੋਲਪੇਸ਼ੇਵਰ QC ਇੰਸਪੈਕਟਰਉਤਪਾਦਨ ਅਤੇ ਅੰਤਮ ਉਤਪਾਦਾਂ ਦੀ ਪਾਰਦਰਸ਼ਤਾ ਅਤੇ ਉੱਚ ਮਿਆਰਾਂ ਦੇ ਮਿਆਰਾਂ ਅਤੇ ਉੱਚ ਮਿਆਰਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਨਿਰਮਾਣ ਅਤੇ ਨਿਰੀਖਣ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਉਤਪਾਦਨ ਅਤੇ ਅੰਤਮ ਉਤਪਾਦਾਂ ਨੂੰ ਕੱਚੇ ਪਦਾਰਥਾਂ ਦੀ ਖਰੀਦ ਤੋਂ, ਪਸ਼ੂਆਂ ਦੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਹਰ ਪੜਾਅ 'ਤੇ ਸਖਤ ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਾਗੂ ਹੁੰਦੀਆਂ ਹਨ ਜਾਂ ਇਸ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ.
ਕੁਆਲਟੀ ਗਰੰਟੀ ਅਤੇ ਟੈਸਟਿੰਗਜ਼ ਦੇ ਬਾਰੇਫਾਸਟਰਾਂ ਦੇ ਉਤਪਾਦਨ ਦਾ ਮਹੱਤਵਪੂਰਣ ਹਿੱਸਾ ਹਨ. ਏਏਵਾਈਏ ਵਿਚ, ਜ਼ਿਆਦਾਤਰ ਵਿਆਪਕ ਨਿਰੀਖਣ ਮਾਤਰਾਤਮਕ ਵਿਸ਼ਲੇਸ਼ਣ method ੰਗ ਦੇ ਨਾਲ ਫਾਂਸੀ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰਨ ਲਈ ਕੀਤੇ ਜਾਂਦੇ ਹਨ. ਅਖੀਰ ਵਿੱਚ, ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਤੀਜੇ ਖੁਦ ਦੀ ਰਿਪੋਰਟ ਕੀਤੀ ਗਈ ਹੈ.
ਕਿ CC ਇੰਸਪੈਕਟਰ ਉਤਪਾਦਾਂ ਦੇ ਗਿਆਨ ਅਤੇ ਨਿਰਮਾਣ ਤਕਨੀਕਾਂ ਵਿੱਚ ਚੰਗੀ ਤਰ੍ਹਾਂ ਅਨੁਭਵ ਕੀਤੇ ਜਾਂਦੇ ਹਨ. ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰਨ ਲਈ ਕਿ ਅੰਤਮ ਉਤਪਾਦ ਬਾਜ਼ਾਰ ਅਤੇ ਗਾਹਕਾਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰ ਸਕਦੇ ਹਨ.
ਸਾਡਾ ਡਿਜੀਟਲ ਸਿਸਟਮ-ਕਾਰਮਾਅੰਤ ਵਾਲੇ ਉਤਪਾਦਾਂ ਲਈ ਕੱਚੇ ਪਦਾਰਥਾਂ ਤੋਂ ਹਰੇਕ ਬੈਚ ਨੂੰ ਟਰੇਸਯੋਗ ਰੱਖਦਾ ਹੈ. ਬੇਨਤੀ ਕਰਨ 'ਤੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਗੁਣਵੱਤਾ ਨਿਰੀਖਣ ਸਰਟੀਫਿਕੇਟ ਪੇਸ਼ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ.
ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਦੀ ਪ੍ਰਭਾਵਸ਼ੀਲਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਅੰਦਰੂਨੀ ਪ੍ਰਕਿਰਿਆ ਆਡੀਸ਼ਨ ਨਿਯਮਿਤ ਤੌਰ ਤੇ ਲਾਗੂ ਕੀਤੇ ਜਾਂਦੇ ਹਨ.
ਅੰਤਮ ਉਤਪਾਦ ਨਿਰੀਖਣਇੱਕ ਮੁੱਖ ਬਿੰਦੂ ਹੈ. ਇਸ ਲਈ ਇਸ ਮਹੱਤਵਪੂਰਣ ਕੰਮ ਲਈ ਇੱਕ ਸੰਪੂਰਨ ਸੈਮਪਲਿੰਗ ਚੈੱਕ ਸਿਸਟਮ ਹੈ ਅਤੇ ਹਰੇਕ ਵੇਰਵੇ ਦੀ ਪੂਰੀ ਜਾਂਚ ਕੀਤੀ ਜਾਏਗੀ.
ਸਾਰੇ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੀ ਨਿਗਰਾਨੀ ਕੀਤੀ ਜਾਏਗੀ ਕਿ ਅੰਤਮ ਉਤਪਾਦ ਗ੍ਰਾਹਕਾਂ ਦੀਆਂ ਉਮੀਦਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਦੇ ਯੋਗ ਹਨ.
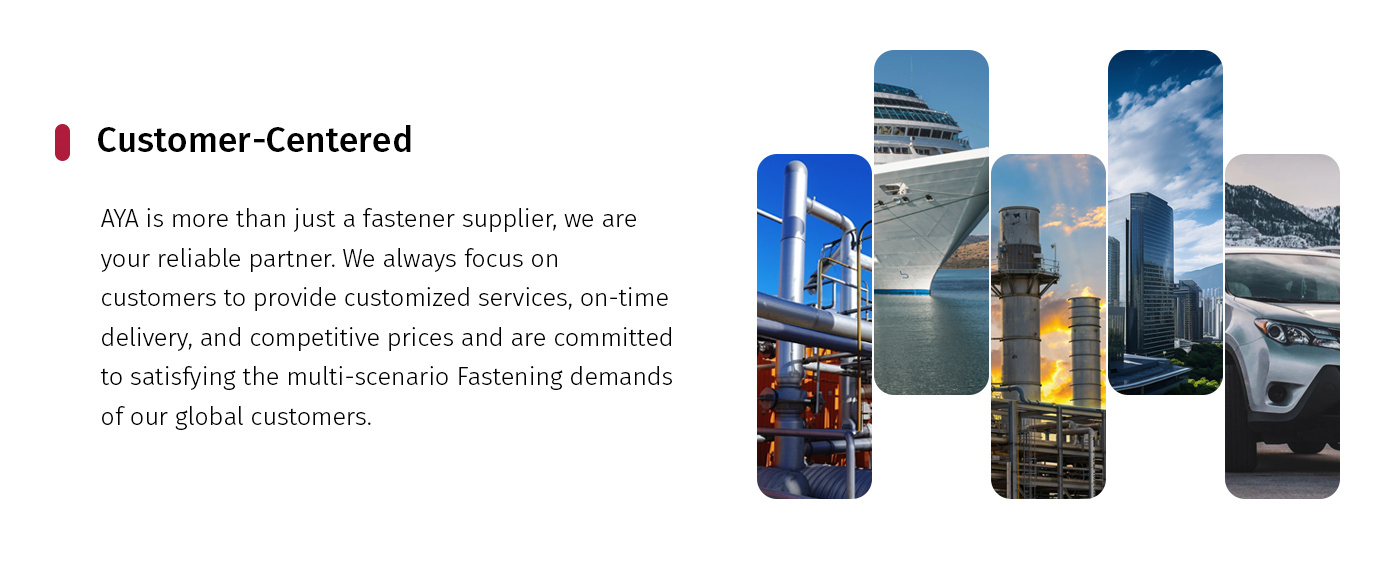
ਅਯ ਫਾਸਟਨਰ ਗਾਹਕਾਂ ਦੀ ਫੀਡਬੈਕ ਅਤੇ ਮਾਰਕੀਟ ਦੀ ਮੰਗ ਅਤੇ ਮੁਕਾਬਲੇਬਾਜ਼ੀ ਦੀ ਮੰਗ ਅਤੇ ਮੁਕਾਬਲੇਬਾਜ਼ੀ ਨੂੰ ਵਧਾਉਣ ਦੇ ਅਧਾਰ ਤੇ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ ਅਤੇ ਗੁਣਵੱਤਾ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਤਿਆਰ ਕਰਦਾ ਹੈ.
ਚਿੱਪ ਬੋਰਡ ਪੇਚਾਂ ਨਾਲ ਕੰਮ ਕਰਨ ਲਈ ਸੁਝਾਅ
ਪਾਇਲਟ ਛੇਕ:ਜਦੋਂ ਕਿ ਚਿੱਪਬੋਰਡ ਪੇਚਾਂ ਦੇ ਸਵੈ-ਡ੍ਰਿਲਿੰਗ ਪੁਆਇੰਟ ਹੁੰਦੇ ਹਨ, ਹਾਰਡਵੁੱਡਾਂ ਵਿੱਚ ਪਾਇਲਟ ਛੇਕ ਬਣਾਉਣ ਜਾਂ ਜਦੋਂ ਇੱਕ ਚਿੱਪਬੋਰਡ ਦੇ ਟੁਕੜੇ ਦੇ ਕਿਨਾਰੇ ਦੇ ਨੇੜੇ ਕੰਮ ਕਰਨਾ ਚੰਗਾ ਅਭਿਆਸ ਹੁੰਦਾ ਹੈ. ਇਹ ਫੁੱਟ ਪਾਉਣ ਤੋਂ ਰੋਕਦਾ ਹੈ ਅਤੇ ਸਹੀ ਇੰਸਟਾਲੇਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ.
ਟਾਰਕ ਸੈਟਿੰਗ:ਪਾਵਰ ਡ੍ਰਿਲ ਜਾਂ ਭਾਰੀ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਸਮੇਂ, ਪੇਚਾਂ ਨੂੰ ਓਵਰ-ਕੱਸਣ ਤੋਂ ਬਚਾਅ ਲਈ ਟਾਰਕ ਸੈਟਿੰਗ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ, ਜੋ ਸਮੱਗਰੀ ਨੂੰ ਪੱਕ ਸਕਦੀ ਹੈ.
ਸਪੇਸ:ਲੋਡ ਵੰਡਣ ਜਾਂ ਝੁਕਣ ਤੋਂ ਰੋਕਣ ਲਈ ਪੇਚਾਂ ਦੇ ਵਿਚਕਾਰ ਸਕ੍ਰੀਮਜ਼ ਦੇ ਵਿਚਕਾਰ ਸਹੀ ਫਾਸਣਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ.

| ਨਾਮਾਤਰ ਧਾਤਰ ਦਾ ਵਿਆਸ ਲਈ | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | ||
| d | ਅਧਿਕਤਮ | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | |
| ਮਿਨ | 2.25 | 2.75 | 3.2 | 3.7 | 4.2 | 4.7 | 5.7 | ||
| P | ਪਿੱਚ (± 10%) | 1.1 | 1.35 | 1.6 | 1.8 | 2 | 2.2 | 2.6 | |
| a | ਅਧਿਕਤਮ | 2.1 | 2.35 | 2.6 | 2.8 | 3 | 3.2 | 6.6 | |
| dk | ਮੈਕਸ = ਮਾਮੂਲੀ ਆਕਾਰ | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| ਮਿਨ | 4.7 | 5.7 | 6.64 | 7.64 | 8.64 | 9.64 | 11.57 | ||
| k | 1.4 | 1.8 | 2 | 2.35 | 2.55 | 2.85 | 3.35 | ||
| dp | ਮੈਕਸ = ਮਾਮੂਲੀ ਆਕਾਰ | 1.5 | 1.9 | 2.15 | 2.5 | 2.7 | 3 | 3.7 | |
| ਮਿਨ | 1.1 | 1.5 | 1.67 | 2.02 | 2.22 | 2.52 | 3.22 | ||
| ਸਾਕਟ ਨੰਬਰ | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2.51 | 3 | 4 | 4.4 | 4.8 | 5.3 | 6.6 | ||